برای مشاوره خرید انواع قلاویز و تردمیل با ما تماس بگیرید
















































قلاویز کاری چیست؟
قلاويــزكاري بــه منظور ايجــاد شــيارها و رزوه هايي در داخل ســوراخ با قطر مشخص می باشد. اين كار را ميتوان با عمليات دســتي يا ماشــيني انجام داد. اين رزوه ها تابع حركت ابزاري به نام قلاويز در داخل ســوراخ است كه با حركت خطي و دوراني ابزار در طول ســوراخ، رزوه هاي مارپيچي ايجاد ميشود.
همچنین اين رزوه ها براي وصل كردن دو قطعه به يكديگر استفاده ميشود. سوراخ رزوه شده محلي است تا پيچ ها اتصال موقتي بين دو قطعه ايجــاد كنند. اتصال موقت بدين منظور اســت كه در هر زمــان كه لازم و ضروري باشــد بتوان پيــچ و مهره را از درگيري آزاد كرد، بدون آنكه محل اتصال دو قطعه متصل به هم آسيب ببيند.
قلاویز را می توان به پیچی تشبیه کرد که در روي بدنه آن به منظور تأمین زاویه ی براده برداری و همچنین زاویه ی گوه، سه یـا چهـار شـیار ایجاد شده است. از این شیارها براي خروج براده و روغن کاري نیز استفاده می شود.
انواع قلاویز
در ادامه انواع قلاویز با ذکر توضیحات آورده شده است. همچنین محصولات قلاویز را می توانید در صفحات محصولات شاپ میل تولز دنبال کنید.
1- قلاویز دستی
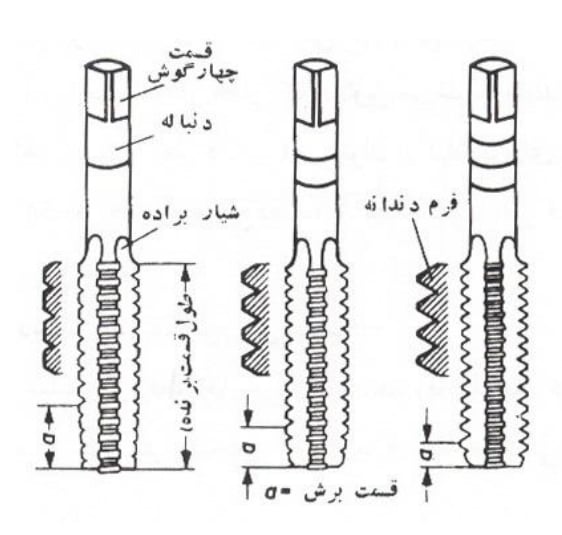
همانطور که از نامشان پیداست رزوه کاری در این نوع قلاویز ها با دست انجام می شود. انتهاي قلاویزهای دستی را چهار گوش می سازند تا بتوان بوسیله ی دسته قلاویز حرکـت دورانـی آن را تـأمین نمـود. دسته قلاويز ابزاري است كه به كمك آن عمل چرخاندن قلاويز در سوراخ امكانپذير ميشود.
به دلیل وجود شیارهاي براده جان قلاویز ضعیف شده و قادر به تحمل نیروي برشی در یک مرحله براده برداري نمـی باشد؛ لذا براي کم کردن نیروي برشی، قلاویزها را در یک ست شامل سه قلاویز بنام هاي پیشرو، میـان رو و پـس رو می سازند (در صنعت ما به نام های قلاویز اول رو ، دوم رو و سوم رو نیز نامیده می شوند).
براي شناخت این قلاویزها معمولاً روي دنباله قلاویز پیشرو یک خـط و در میـان رو دو خط ایجاد کرده و قلاویزهای پس رو را بدون علامت مشخصه می سازند.

نحوه استفاده از قلاویز دستی
ترتیب استفاده از قلاویزها به این صورت است که ابتدا با قلاویز پیش رو ( شماره یک ) در حـدود 55 درصـد از حجم براده را برداشته و سپس با میـان رو ( شـماره دو ) که وظیفه برداشتن 25 درصد بـراده بـرداري را به عهـده داشته کار را ادامه داده و در انتها بـا اسـتفاده از قلاویـز پس رو ( شماره سه ) 20 درصـد بـاقی مانـده را انجـام داده.
این قلاویز که رزوه زنی را تکمیل میکند وظایف دیگری از قبیل به اندازة دقیق رساندن و پرداختکاری را نیز برعهده دارد. در ادامه لازم است تا چندین نکته در ارتباط با قلاویز دستی عنوان شود.
نکته 1: قلاویز ممکن است به دلیل رعایت نکردن اصول فنی شامل فشار زیاد، کج بودن در داخل سوراخ و کوچکی سوراخ بشکند.
نکته 2: هنگام استفاده از قلاویز پیشرو در صورتی که قلاویز بیش از اندازه سفت شد، آن را خارج کنید و قلاویز میان رو بزنید. در صورت سفت شدن قلاویز میانرو آن را خارج کنید و دوباره قلاویز پیشرو بزنید.
نکته 3: مته انتخابي براي سوراخ هايي كه قلاويز ميشوند بايد كوچكتر از اندازه قطر نامي قلاويز باشد.
براي اینکه قلاویزها در شروع براده برداري بـه راحتـی با کار درگیر شـوند، قسـمت ابتـدایی آنهـا را بصـورت مخروطی ساخته و آن را قسمت برش می نامند.

زاویه های قلاویز دستی چگونه است؟
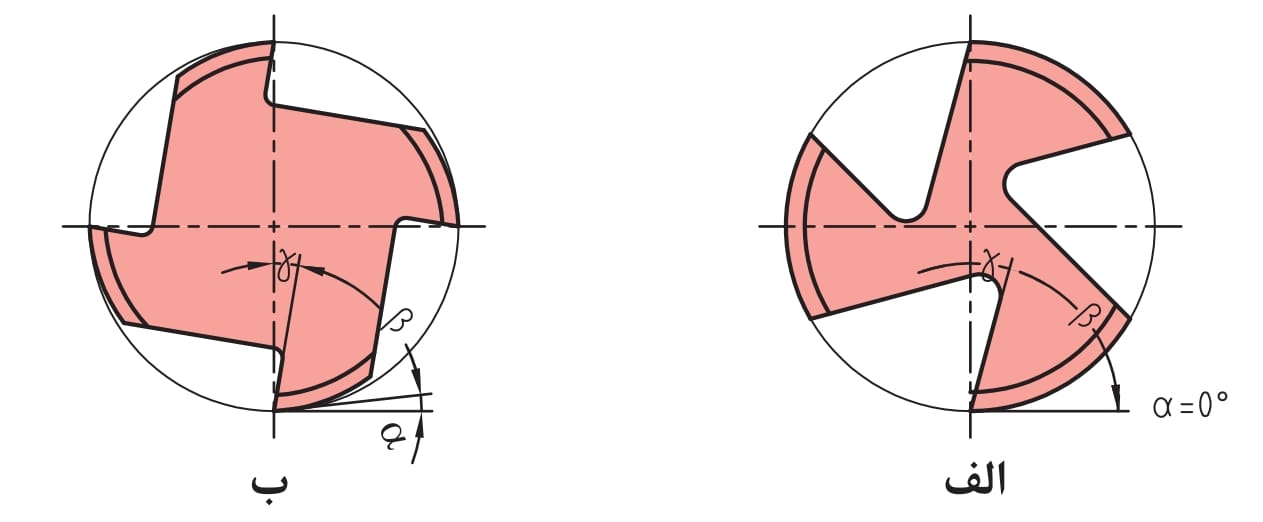
قلاویز شامل زاویه های گوه β، آزاد α و براده γ می باشد.
در قلاویز شکل (الف) زاویه ی آزاد برابر با صفر است. در نتیجه این قلاویز برای مواد کمی سخت مانند فولاد ساختمانی مناسب تر است.
در قلاویز شکل (ب) زاویه ی آزاد وجود دارد. این قلاویز برای مواد نرم مانند آلیاژهای مس، مناسب تر است. وجود زاویه ی آزاد به دلیل اصطکاک کمتر به حرکت سریعتر قلاویز کمک میکند.
گام قلاویز چیست؟
گام، مقدار پیشروی قلاویز در يك دور گردش یا فاصلة بین نوک دو دندانه ی مجاور است. برای کنترل گام در پیچ و مهره و ابزار قلاویز و حدیده از وسیله ای به نام شابلون رزوه استفاده میکنیم. گام برحسب میلی متر یا تعداد دندانه در یک اینچ مشخص شود.
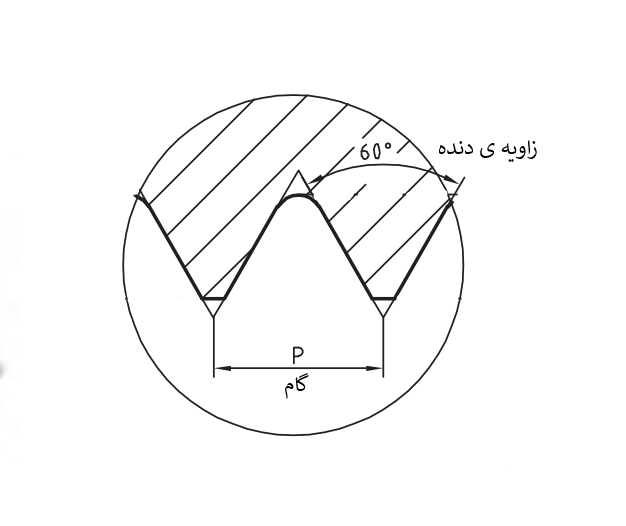
قلاویز های متریک معمولا دارای زاویه ی دندانه ی 60 درجه و قلاویز های اینچی معمولا دارای زاویه ی دندانه ی 55 درجه می باشند که می توانند در اندازه های مختلف و گام های متفاوت موجود باشند.

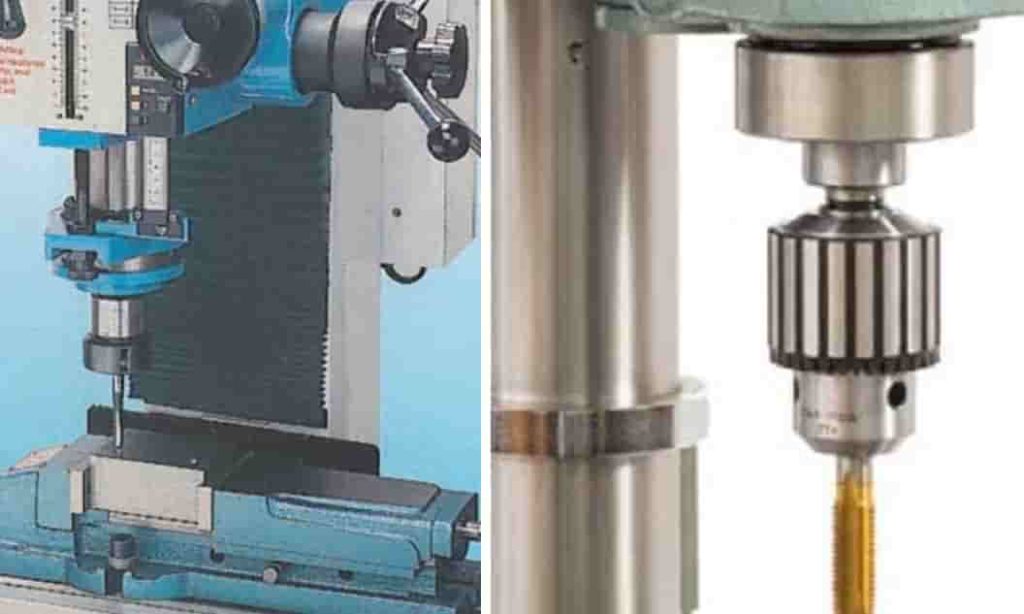
2- قلاویز ماشینی
اين نوع قلاويزها داراي شيارهاي مستقيم و مارپيچ هستند كه عمل رزوه زدن داخل سوراخ ها را بــا يك قلاويز و در يك مرحله انجام ميدهند و به نام قلاويزهاي خودكار نيز شــناخته ميشــوند. اين قلاويز را روي سه نظام مته سوار ميكنند و با حركت خطي دوراني آهســته ي محور عمل رزوه تراشــي داخل ســوراخ انجام ميشود.
قلاویز ماشینی از نظر شکل دندانه به دو نوع مستقیم و مارپیچ تقسیم می شوند.
از نوع مستقیم قلاویزهای ماشینی جهت قلاویزکاری قطعات با انتهای باز استفاده میشود؛ زیرا براده ها از انتهای آن خارج میشوند و از نوع مارپیچ قلاویزهای ماشینی جهت قلاویزکاری قطعات با انتهای بسته استفاده میشود.
در این حالت رزوه ی ایجاد شده عمیق تر و دقیق تر می باشند؛ زیرا شکل مارپیچ به براده ها اجازه ی خارج شدن از سوراخ را میدهد.


ماشین قلاویز
به کمک قلاویز میتوان انواع مختلفی از رزوه ها را برای اتصال ساخت. به عنوان مثال مهره های چپگرد و مهره های اینچی با قلاویز چپگرد و قلاویزهای اینچی ساخته میشوند.
برای کمک به فرایند هدایت براده ها، نباید قلاویز را به صورت یکسویه بچرخانید، زیرا با این کار براده ها فرصت کافی برای خروج از شیار های قلاویز را نخواهند داشت و باید به ازای هر یک دور دوران قلاویز به اندازه ی یک چهارم دور آن را در جهت برعکس بچرخانیم تا براده ها خارج شوند.
این مسئله از تجمع براده که میتواند موجب شکستن قلاویز شود جلوگیری می کند.
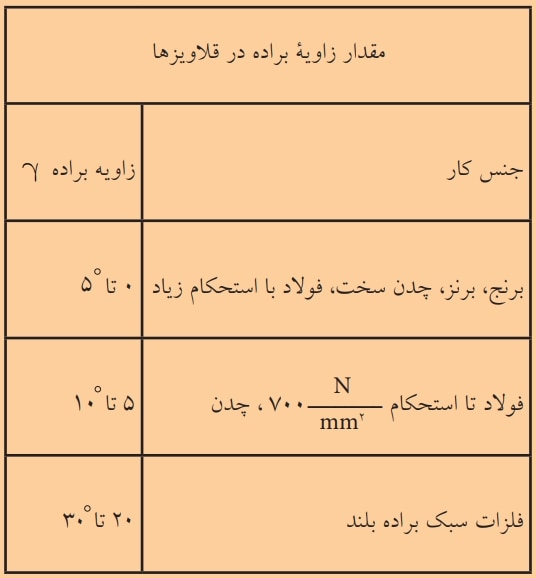
زاویه ی براده در قلاویزها نیز مانند مته ها برای جنس قطعه ی کار متناسب شده و متفاوت است ولی این زاویه تنها جهت هدایت براده به قلاویز طراحی شده و چرخش معکوس دست باید به آن کمک کند.
نوک قلاویز
باتوجه به نوع سوراخی که میخواهد قلاویز کاری شود؛ قلاویز می تواند به صورت نوک تیز یا نوک تخت باشد. در سوراخ های راه به در (انتها باز ) می توان هم از قلاویز نوک تیز و هم از قلاویز نوک تخت استفاده نمود؛ اما در سورخ ها ی کور (ته بسته ) با قلاویز نوک تیز نمی توان به صورت کامل سوراخ را رزوه کرد. لذا بهتر است در این نوع سوراخ از قلاویز نوک تخت استفاده کنید.


3- قلاویز چپ گرد یا راست گرد
پیچ ها یا قطعه هایی که رزوه زنی در آن ها انجام می شود رزوه ها ی آنها میتوانند به صورت چپ گرد یا راست گرد باشند، لذا قلاویز ها در دو نوع چپ گرد و راستگرد موجود هستند (جهت پیچ و قلاویز باید یکسان باشد ).
اکثر اوقات پیچ ها به صورت راستگرد هستند، لذا بیشتر قلاویز ها نیز راستگرد اند. در برخی ابزارها و تجهیزات ایمنی، مانند ابزارهای برقی یا ماشینآلاتی که نیاز به جلوگیری از آسیب رساندن به کاربر دارند، ممکن است از پیچ چپگرد استفاده شود.
همچنین برخی اتصالات و سیستمهای مکانیکی ممکن است نیاز به پیچهای چپگرد داشته باشند، برای مثال در اتصالاتی که مورد تحت فشار یا گرما قرار میگیرند. در برخی موارد، مثلاً در مواردی که قطعات در معرض گرانش یا نیروهای دیگری که ممکن است باعث تخریب یا باز شدن غیرمنتظرهی پیچ شوند، پیچهای چپگرد استفاده میشوند.
لذا در این موارد به قلاویز های چپ گرد (چرخش پیچ و قلاویز در خلاف جهت عقربه های ساعت است)نیازمند می شویم.
4- قلاویز لوله
از این قلاویز ها می توان برای رزوه های لوله هایی که مایع یا گاز از آن ها عبور میکند، استفاده کرد. قلاویز های لوله می توانند به صورت دستی یا ماشینی باشند


5- قلاویز انگشتی تردمیل کارباید
یک نوع فرز انگشتی می باشد که مانند قلاویز، بر روی پروفایل دیواره های آن دنده های رزوه با گام معینی شکل گرفته است.
مزیت بزرگ فرز تردمیل این هست که در آن واحد می تواند با یک دور چرخش از 1 تا مثلا 20 دنده را ماشینکاری و بر روی دیواره داخلی کار شکل دهد.
در حالی که قلاویز در هر دور چرخش ابزار تنها به اندازه یک دندانه یا یک گام را می تواند شکل دهد و برای مثلا 20 دنده رزوه نیاز به 20 دور چرخش کامل قلاویز و براده برداری در سوراخ داریم.
فرز تردمیل بر اساس دندانه انواع مختلفی دارند:
تردمیل 1 دندانه ، تردمیل 3 دندانه ، تردمیل 5 دندانه و …
بسته به نوع متریال و سختی آن ، انتخاب تردمیل مناسب می تواند سرعت و بازدهی عملیات رزوه زنی را بسیار بالا ببرد و سرعت عمل ترد میل در مقایسه با قلاویز کاری بسیار سریعتر می باشد.
در مورد رزوه زنی متریال های بسیار سخت، تردمیل تنها گزینه پیش رو هست و قلاویزکاری سنتی در مورد متریال های با سختی بسیاربالا عملا ناتوان است.
نوع دیگری از فرزهای تردمیل وجود دارد که با نام هولدر انگشتی تردمیل شناخته می شود.
این نوع هولدرها با اینسرت تعویض شو ساخته می شود و برای سایز های بزرگ سوراخ کاربرد دارد.

6. قلاویز ماشینی ساق بلند
این قلاویز ها برای ایجاد رزوه در سوراخ های عمیق کاربرد دارد .

جنس قلاویز
قلاویز فولادی
قلاویز فولادی با اصطلاح HSS شناخته می شود که میتواند با روکش ها یا آلیاژ های مختلف مانند HSS-E ,HSS-Co و ... ساخته شوند.
HSS (High Speed Steel)
فولاد با سرعت بالا (HSS) نوعی فولاد ابزار است که در ساخت قلاویز مورد استفاده قرار می گیرد . این قلاویزبه دلیل مفاومت بالا برای موادی مانند فولاد ، چدن و آلومینیوم ... مناسب می باشد.
HSS-E (High Speed Steel with Cobalt)
این قلاویز مشابه HSS است که مقداری کبالت به آن افزوده شده . افزودن کبالت موجب افزایش سختی، چقرمگی و مقاومت در برابر حرارت می شود. لذا این قلاویز ها برای مواد سخت تر مانند فولاد ضد زنگ مناسب تر می باشند و در دماهای بالا عملکرد بهتری دارند.
HSS-Co (High Speed Steel with Cobalt and Vanadium)
این قلاویز علاوه بر کبالت دارای وانادیوم نیز می باشد . وانادیوم موجب افزایش مقاومت سایشی قلاویز می شود . لذا این قلاویزها برای مواد بسیار سخت و شرایط کاری با سایش بالا مناسب هستند.
قلاویز کاربید تنگستن
قلاویز کاربید تنگستن از جنس کاربید تنگستن است که متشکل از اتم های تنگستن و کربن است. این قلاویز به دلیل سختی استثنایی و مقاومت در برابر سایش شناخته شده است و برای مواد بسیار سخت مانند فولاد ضد زنگ ،چدن و تیتانیوم مورد استفاده قرار می گیرد .
برای مواد نرم ازHSS و برای مواد سخت از HSS-E ، HSS-Co و کاربید تنگستن استفاده نمایید. برای دماها و سایش های زیاد HSS-E یا HSS-Co انتخاب مناسب می باشند .همچنین HSS ارزان ترین و کاربید تنگستن گران ترین نوع قلاویز می باشد .
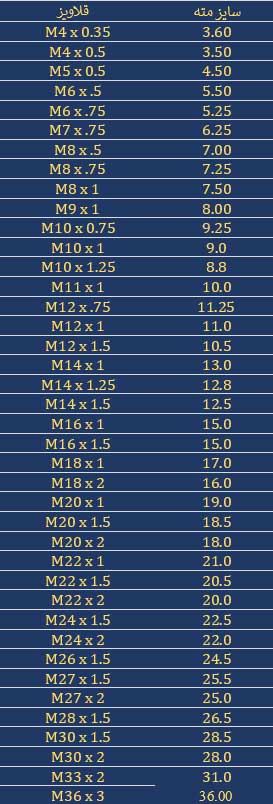
انتخاب سایز مته ی مناسب برای قلاویز کاری
قبل از قلاویزکاری با استفاده از مته باید سوراخ را ایجاد کرد . اگر اندازه ی سوراخ کوچک باشد موجب شکستن قلاویز و اگر بزرگتر باشد رزوه به عمق مناسب خود نمی رسد . برای انتخاب اندازه ی مته متناسب با قلاویز می توانید از جدول زیر کمک بگیرید :
مفهوم حديده كاری
حديــده كاری برای ايجاد شــيارهايی روی ســطح ميله با مقطع گرد و با قطر مشــخص به كار ميرود. اين شــيارها (رزوه) داراي زاويه ی مارپيچي هســتند. در نوع دستي بر اثــر حركت خطي و دوراني ابــزار روي ميله، رزوه ايجاد ميشود.حدیده کاری می تواند به صورت ماشینی نیز باشد.
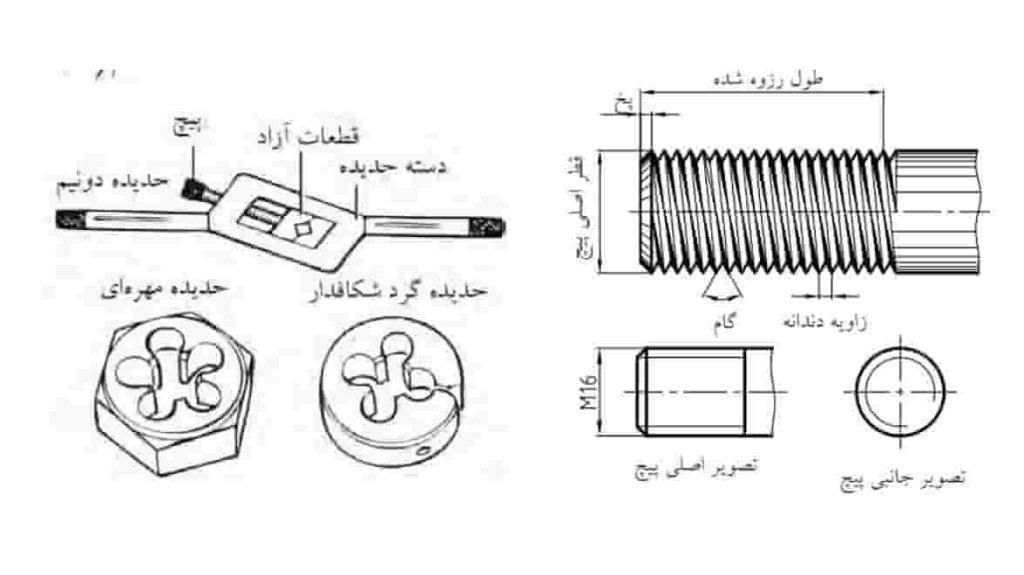
حدیده
هر ابزار سخت سوراخ دار كه با عبور قطعه از آن فرايندي مانند نازك كاري، روكش كاري و رزوه زني روي قطعه انجام شود، حديده ناميده ميشود. جنس حدیده ها را از فولاد ابزار سازي کربن دار و یا فولاد آلیاژي انتخاب کرده و آنهـا را در دو سیستم اینچی و متریک به فرم هاي مختلف می سازند .
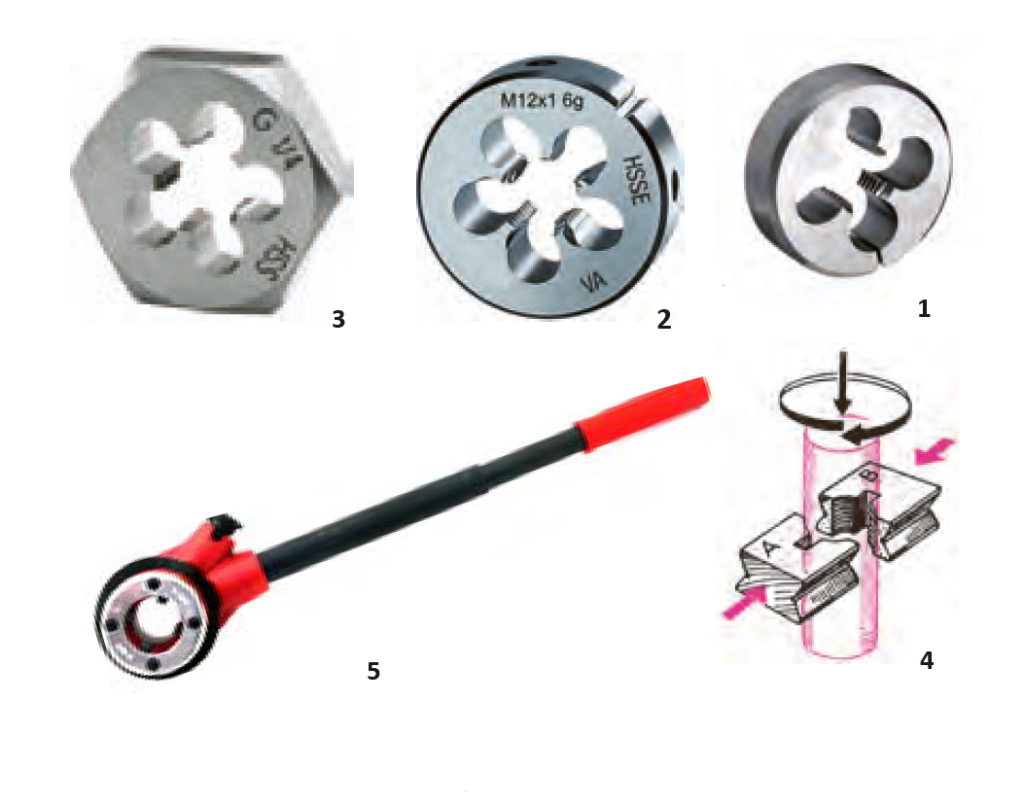
انواع حدیده
حديده از نظر شــكل ظاهری به صورت يك تكه يا چند تكه اســت چند تكه ای دارای دو يا ســه تكه هســتند كه به صورت جداگانه روی دســته ی حديده قرار ميگيرد و بيشــتر براي حديده كردن لوله ها كاربــرد دارد. در بعضي از حديده ها، يك تكه شــكاف وجود دارد كه توسط يك پيچ تنظيم روي دســته ي حديده ميتوان شكل گيری های دندانه های پيچ را كنترل كرد.
ابزار حدیده که مانند قلاویز از فولاد ابزارسازی ساخته شده و به صورت دست (بادسته حدیده) از روی میله ها براده برداری می کند ، پس از استفاده از روی میله قطر دومی را ایجاد میکند که از قطر اصلی کمتر است .
حدیده در حقیقت مهره ای است که درآن لبه های برنده ایجاد شده است. اکنون کافی است این مهره ی دارای لبه ی برش را، روی یک میله بگردانید. تعداد لبه های برش، به طراحی آن بستگی دارد.
در ادامه به بررسی انواع حدیده ها خواهیم پرداخت .
1.حدیده ی چاک دار
به کمک آن می توان پیچ را ابتدا خشن تراشی و سپس پرداخت کرد. دارای شکافی در طول خود هستند که به آنها اجازه می دهد کمی منبسط شوند تا تغییرات قطر قطعه کار را در خود جای دهند. اندازه ی نهایی خیلی دقیق نخواهد بود.
- حدیده ی بدون چاک
به کمک آن می توان در یک چرخش کامل، پیچ را ساخت. در این حالت فشار وارد بر حدیده زیاد است و باید کار با دقت بیشتری انجام شود. اندازه ی نهایی پیچ دقیق خواهد بود
3.حدیده ی شش گوش
دراغلب مواقع برای ترمیم پیچ های صدمه دیده به کار می رود
- حدیده ی دوپارچه
از دوقسمت کاملا مجزا تشکیل شده اند که در صورت نیاز می توانند به یکدیگر متصل شوند در هنگام کار، فشار بر پیچ و مهره کمتر است. نتیجه قابل قبول است، ولی خیلی دقیق نیست.
5.حدیده ی لوله
حدیده ی لوله به طور خاص برای ایجاد رزوه روی لوله ها و اتصالات لوله طراحی شده اند. آنها در اندازه های مختلف برای قرار دادن قطرهای مختلف لوله و رزوه وجود دارند.