














بور گیج چیست ؟
بور گیج یا همان گیج داخلسنج، یک ابزار اندازهگیری دقیق است که برای اندازهگیری قطر داخلی سوراخها، لولهها، سیلندرها و ابعاد داخلی دیگر استفاده میشود. این ابزار شامل یک بدنهی اصلی است که یک فک اندازهگیری در یک طرف و یک دسته یا دستگیره در طرف دیگر برای دسترسی آسان دارد و یک صفحه ی نمایشگراندازهگیری دیجیتال یا ساعتی(عقربه ای) که به آن متصل است .
فک اندازهگیری یا به صورت تلسکوپی می باشد یا شامل دو یا سه نقطه تماس یا شبیهساز است که میتواند انبساط یا انقباض یابد تا بهطور محکم داخل سوراخ مورد اندازهگیری قرار بگیرد. این نقاط تماس اغلب بهوسیله یک مکانیزم پیچ یا بهوسیله انبرهایی که به صورت فشاری اند، عمل میکنند. وقتی بور گیج در داخل سوراخ قرار میگیرد، نقاط تماس منبسط می شوند تا با سطح داخلی سوراخ برخورد کنند تا بتوان اندازه را از یک مقیاس یا نمایشگر دیجیتال روی بدنه گیج خواند.این ابزارها معمولاً در صنایعی مانند صنعت خودروسازی، هوافضا، تولید و ماشینکاری برای کنترل کیفیت، ماشینکاری دقیق و بازرسی قطعات داخلی استفاده میشوند.

دسته بندی بور گیج ها بر اساس نقاط تماس
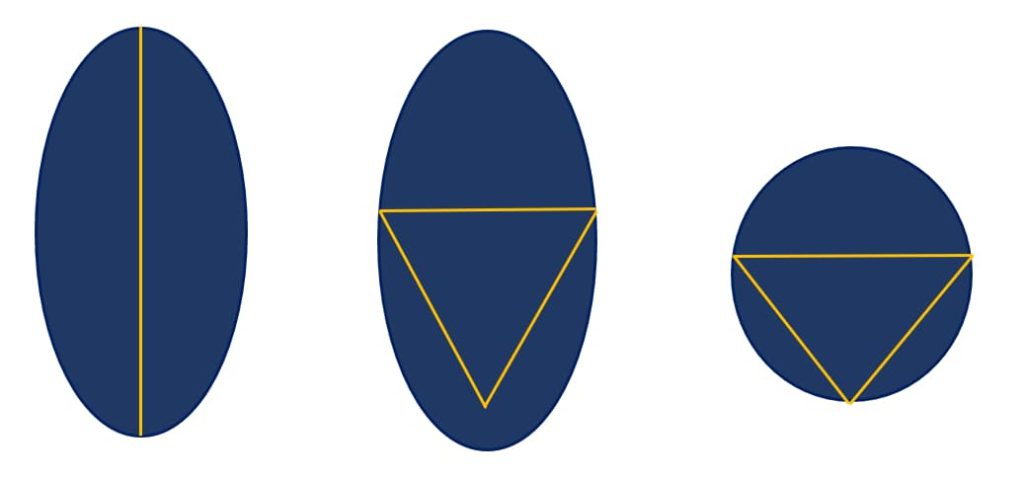
بور گیجها با توجه به نقطه ی تماس با سطح داخلی حفره میتوانند به دو دستهی بور گیجهای دو نقطهای یا سه نقطهای تقسیم شوند . بو.رگیج های دو نقطه ای همانطور که از نامشان پیداست برای اندازه گیری در دو نقطه با قطعهی کار تماس دارد. این نوع بورگیج برای حفرههای بیضی شکل انتخاب مناسبی هستند و اما بورگیج های سه نقطه ای در سه نقطه با قطعه تماس دارند و برای حفره های دایره ای مناسب اند .
انواع بور گیج
هر کدام از بور گیجها برای کاربردها و نیازهای اندازهگیری خاصی طراحی شدهاند که در ادامه به بررسی آنها خواهیم پرداخت:
بور گیج عقربه ای یا ساعتی (Dial Bore Gauge)
بورگیج دیال یا ساعتی یک نوع از گیجهای داخلسنج است که دارای یک صفحه ی نمایشگر عقربه ای مشابه ساعت اندیکاتور می باشد . هنگامی که این گیج درون سوراخ قرار میگیرد، عقربه به نحوی حرکت میکند که اندازهٔ قطر در صفحهی نمایشگر قابل خواندن است .تفاوت بور گیج عقربهای با ساعت اندیکاتور این است که حرکت عقربهی آن به صورت ساعتگرد و پادساعتگرد میباشد یعنی در طول اندازهگیری جهت چرخش عقربه تغییر میکند تا میزان کوچکتر یا بزرگتر شدن قطر نسبت به اندازهی مرجع مشخص شود. برای صفر کردن این ابزار باید طوقه ی متحرک دور صفحه نمایشگر را چرخاند. این نوع بورگیج برای اندازهگیری دقیق قطر داخلی سوراخها و استوانه ها استفاده میشود و در صنایع مختلفی از جمله صنایع مکانیکی، خودروسازی، ماشینکاری و تولید مورد استفاده قرار میگیرد.

بورگیج دیجیتال (digital bore gauge)
بور گیج دیجیتال همانطور که از نامش پیدا است مقدار اندازهگیری شده را روی صفحهی نمایشگر دیجیتال نشان میدهد. برخلاف گیجهای داخلسنج سنتی با شاخص دیال، گیجهای داخلسنج دیجیتال دارای سنسورها یا پرابهای الکترونیکی هستند که امکان خواندن دقیق قطر سوراخ را فراهم میکنند.آنها دقت بالایی دارند و اغلب دارای ویژگیهای اضافی مانند امکان ذخیرهی داده ها و اتصال ابزار به کامپیوتر هستند. این نوع بور گیجها توسط دکمهی موجود روی دستگاه صفر می شوند.

بورگیج تلسکوپی (Telescoping Bore Gauge)
این نوع بورگیج دارای یک بدنهی اصلی میباشد که شامل یک یا چند فک تلسکوپی است که قابلیت انبساط و انقباض دارند. با استفاده از این بورگیج، فکهای تلسکوپی را میتوان به طور متناسب با اندازه داخلی سوراخ یا سیلندر گسترش داد. به گونه ای که ابتدا بازه ی اندازه گیری را تخمین میزنیم سپس بورگیج تلسکوپی متناسب را انتخاب می نماییم و فک های بورگیج را جمع میکنیم و با استفاده از قفل کن آن را ثابت نگه میداریم سپس گیج را داخل حفره می بریم و قفل کن یا ضامن را رها میکنیم تا فک ها باز شوند و با سطح داخلی حفره تماس یابند و سپس گیج را از داخل سوراخ در می آوریم و مقدار باز شدهی فک ها را با استفاده از کولیس یا میکرومتر اندازه میگیریم . این ابزار به نسبت سایر بورگیج ها دقت کمتری دارد و همچنین به مهارت و تجربهی بیشتری نیز نیازمند است .
میکرومترداخلی
این نوع بورگیج یه میکرومتر عمقسنج است که فکی از آن بیرون زده و می توان فک ها را درون سوراخ قرار داد و قطر آن را اندازه گرفت.این سیستم دو نقطه ی تماس با سطح داخلی قطعه دارد و همچنین برای قطعاتی با عمق زیاد گزینه ی مناسبی نمی باشد .

بور گیج مستقیم یا زاویه ای
با توجه به نحوهی قرارگیری فک بورگیج می توان آن را به دو دسته ی مستقیم و زاویهدار تقسیم کرد. این دو نوع بورگیج از نظر اصل کارکرد مشابه هستند، با این تفاوت که بور گیج زاویه دار دارای زاویه است که به آن اجازه میدهد در سوراخهای زاویهدار اندازهگیری انجام دهد، در حالی که بور گیج مستقیم برای سوراخهای استوانهای یا عمودی به سطح کاربرد دارد.

در بورگیج ها به چه نکاتی باید توجه کرد؟
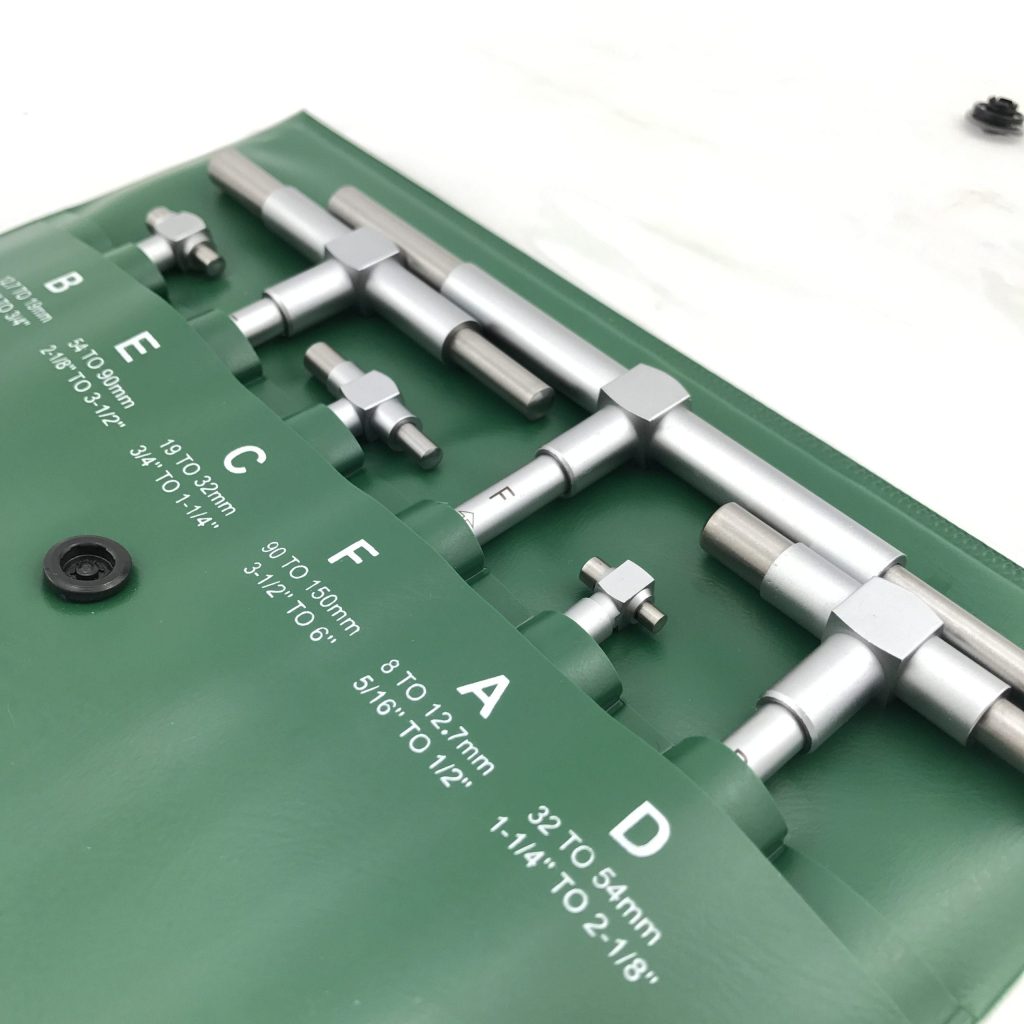
دامنه ی اندازه گیری
دامنه اندازهگیری بور گیج، همان محدوده ی اندازه گیری قطر داخلی است . بورگیج ها در دامنه های اندازه گیری متفاوتی وجود دارند و برای اندازه گیری قطر یک سوراخ یا حفره باید بورگیج مناسب آن را انتخاب نمود. با تغییر دامنهی اندازهگیری ابزار دقت آن نیز تغییر میکند. برخی از بورگیج ها با تعویض فک آن ها، قابلیت تغییر دامنهی اندازهگیری را دارند لذا برای کاربرد هایی که میخواهید قطعات با قطر های مختلف را اندازه گیری کنید مناسب هستند.
دقت بورگیج
دقت یک بورگیج کمترین مقداری است که می تواند اندازه بگیرد . دقت بورگیج ها عموما 0.01 -0.001 میلیمتر می باشد . بور گیج های دیجیتال دارای دقت اندازه گیری بالاتری نسبت به بورگیج های ساعتی و تلسکوپی هستند .
تکرارپذیری
تکرارپذیری بورگیج به توانایی آن در ایجاد اندازه گیری های ثابت و قابل تکرار زمانی که چندین بار در شرایط یکسان روی یک شی یا ویژگی استفاده می شود، اشاره دارد. به عبارت دیگر، نشان میدهد که گیج چقدر میتواند اندازهگیری را زمانی که به طور مکرر روی همان سطح یا ابعاد اعمال میشود، بازتولید کند.
بازه ی اندازه گیری عمق
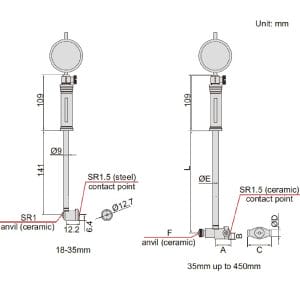
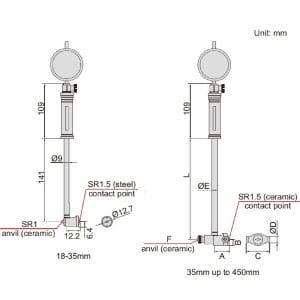
برخی از بور گیج ها برای اندازه گیری قطعات با عمق زیاد مورد استفاده قرار میگیرند برای این کاربرد میتوانید از بروگیج های داخل سیلندر استفاده نمایید که دارای پراب با طول بلند هستند و این قابلیت را دارند که به داخل سوراخ بروند و قطر مقاطع عمیق را اندازهگیری کنند .
نحوهی کار با بورگیج
بورگیج علاوه بر کاربرد اندازهگیری قطر داخلی یک سوراخ برای کنترل و به دست آوردن میزان انحراف بخشهای مختلف یک استوانه یا سوراخ از مقدار مد نظر آن مورد استفاده قرار میگیرد برای بررسی این حالت مراحل زیر باید طی شود .
- با استفاده از یک میکرومتر یا کولیس دقیق باید سایز قطر معیار که میخواهید میزان انحراف نسبت به آن را بسنجید فیکس کنید. تا بورگیج را توسط میکرومتر یا کولیس فیکس شده صفر نمایید. برای مثال اگر قطر حفره یا استوانهای 20 میلی متر است باید فک کولیس یا میکرومتر خود را روی 20 میلیمتر تنظیم نمایید .
- سپس با توجه به محدودهی قطری که دارید بورگیج با دامنهی مناسب را انتخاب نمایید . یعنی بورگیجی که فک متصل به آن مقدار 20 میلیمتر را پوشش دهد .
- برای اندازهگیری میزان انحراف از قطر معیار باید بورگیج را روی اندازهی قطر معیار که در مثال ما 20 میلیمتر است صفر کنید. برای این کار فک بورگیج را میان میکرومتر یا کولیسی که اندازه ی قطر معیار را روی آن ها فیکس نمودهاید قرار دهید . اگر بورگیج شما از نوع ساعتی است با استفاده از طوقهی دور صفحهی دیجیتال آن را صفر نمایید اگر از نوع دیجیتال است با استفاده از دکمهی موجود روی آن، بورگیج خود را صفر نمایید. توجه داشته باشید که اگر بورگیج خود را میان دو فک میکرومتر قرار میدهید فکهای بورگیج به طور کامل و دقیق با فکهای میکرومتر مماس شوند .
- حال پراب و فک بورگیج که صفر آن تنظیم شده است را درون سوراخ یا حفرهی مورد نظر خود وارد کنید (به این موضوع توجه داشته باشید که فشار بیش از حد به بورگیج وارد نشود). با بالا و پایین کردن بورگیج درون سوراخ می توانید میزان انحراف از مقدار واقعی را مشاهده نمایید به گونهای که در بورگیجهای ساعتی اگر عقربهی بورگیج به سمت راست حرکت کند نشان دهندهی این است که مقدار قطر در آن مقطع نسبت به مقدار واقعی به اندازهی مقدار جابه جا شده کوچکتر است و اگر به سمت چپ حرکت کند یعنی به اندازهای که عقربه حرکت کرده قطر بزرگتر میباشد و برای اعلام میزان اندازهگیری شده در جهت راست باید مقدار خوانده شده را از قطر معیار کم کنید و در جهت چپ به قطر معیار اضافه نمایید .
نتیجهگیری
گیجهای حفاری ابزاری قابل اعتماد و کارآمد برای ارزیابی یکپارچگی ابعادی قطعات ماشینکاری شده، کمک به تولید محصولات با کیفیت بالا و کاهش احتمال نقص یا خرابی ارائه میدهند. با اندازهگیریهای دقیق با حداقل خطا، گیجهای حفاری به کارایی کلی، ایمنی و قابلیت اطمینان فرآیندهای صنعتی کمک میکنند و آنها را به ابزاری ضروری در ساخت و شیوههای مهندسی مدرن تبدیل میکنند.